Langkah persiapan pengelasan dan K3L
Las Karbit (las acetelyne)
Jenis Nyala Api Las AcetelyneTeknik Pengelasan Las karbid
a) Pengertian Umum Las Busur Cahaya
Dikatakan las busur cahaya karena metode las ini
menggunakan suhu busur cahaya listrik yang tinggi (4000ºC dan
lebih) sebagai sumber panas. Untuk pengelasan dapat digunakan
baik arus searah maupun arus bolak-balik. Kutup sumber yang
satu dihubungkan dengan benda kerja, kutup yang lain dengan
elektrode (lihat gambar dibawah ini). Dalam pembahasan las
busur ini dibatasi dengan las busur dengan elektrode terbungkus,
karena cara pengelasan ini banyak digunakanan.

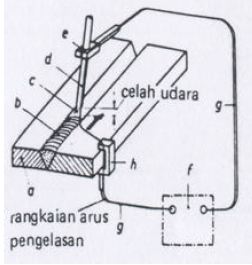
a). Benda Kerja
d). Kepompong Lasan
c). Busur Cahaya
d). Elektrode
e). Tang Elektroda
f). Mesin Las
g). Kabel Penghubung
h). Hubungan pada benda kerja
Gambar Pengelasan Busur Listrik
Pada pembentukan busur cahaya, elektrode keluar dari kutup negatif (katoda) dan mengalir dengan kecepatan tinggi ke kutup positif (anoda). Dari katup positif mengalir partikel positif (ion positif) ke kutup negatif. Melalui proses ini, ruang udara diantara katoda dan anoda (benda kerja dan elektroda ) dibuat penghantar untuk arus listrik (diionisasikan) dan dimungkinkan pembentukan busur cahaya. Sebagai arah arus berlaku arah gerakan ion-ion positif.

Pemindahan logam elektrode terjadi pada saat ujung
elektrode mencair membentuk butir-butir logam diantarkan oleh
busur listrik menuju kampuh sambungan yang dikehendaki dan
menyatu dengan logam dasar yang mencair. Apabila arus listrik
yang mengalir besar, butir-butir logam akan menjadi halus. Tetapi
jika arus listriknya terlalu besar butir-butir logam elektrode
tersebut akan terbakar sehingga kampuh sambungan menjadi
rapuh.
Besar kecilnya butir-butir cairan logam elektroda juga
dipengaruhi oleh komposisi bahan fluks yang dipakai pembungkus
elektroda. Selama proses pengelasan fluks akan mencair
membentuk terak dan menutup cairan logam lasan. Selama
proses pengelasan fluks yang tidak terbakar akan berubah
menjadi gas. Terak dan gas yang terjadi selama proses
pengelasan tersebut akan melindungi cairan logam lasan dari
pengaruh udara luar (oksidasi) dan memantapkan busur listrik.
Sehingga adanya fluks, pemindahan logam cair elektroda las
menjadi lancar dan tenang.
Mesin las busur dengan arus AC banyak digunakan. Dengan
arus AC/bolak-balik maka tidak ada kutup positif dan kutup negatif.
Mesin las arus AC menggunakan tegangan rendah dan arus tinggi,
misalnya 30 V dengan 180 A. Jika mengambil dari jaringan listrik
PLN, digunakan transpormator untuk menurunkan teganga. Pada
mesin las arus AC, busur listrik yang ditimbulkan tidak tenang,
sehingga untuk awal penyulutannya lebih sukar dari pada mesin
las arus DC. Oleh karena itu dalam penggunaannya mesin las AC
lebih cocok menggunakan elektrode terbungkus (dengan fluks)
dan lebih ekonomis apabila digunakan untuk pengelasan plat tipis.
b) Urutan Deposit dan urutan pengelasan
Urutan deposit pada pengelasan Las Busur Listrik elektrode
terbungkus dapat dibedakan sebagai berikut :
(1) Urutan Lurus. Pengelasan dilakukan dari ujung satu ke
ujung yang lain dari sambungan dan biasanya digunakan pada
las lapis tunggal, sambungan pendek dan pengelasan otomatis.
Urutan lurus akan memberikan efisiensi pengelasan yang
tinggi tetapi jika ikatan lasnya kurang kuat akan menimbulkan
deformasi yang tinggi.
(2) Urutan balik. Pengelasan dimulai dari titik tertentu dan
bergerak ke arah berlawanan dengan arah maju pengelasan.
Urutan balik akan terbentuk tegangan sisa yang merata dan
regangan yang rendah tetapi efisiensi pengelasannya rendah.
(3) Urutan Simetri. Pengelasan dilakukan dengan membagi
panjang sambungan ke dalam bagian-bagian yang sama dan
kemudian pengelasan dilakukan pada bagian tersebut dengan
urutan simetris terhadap pusat sambungan. Dengan metode
ini akan terbentuk deformasi dan tegangan sisa yang simetri.
(4) Urutan loncat. Pengelasan dilakukan secara berselang
sepanjang sambungan las. dengan metode ini akan terjadi
deformasi dan tegangan sisa yang merata, tetapi efisiensi
kerja rendah dan kemungkinan terjadi cacat las pada tiap-tiap
permulaan dan akhir proses pengelasan.
(5) Urutan pengisian. Metode ini dilakukan jika proses las
dimungkinkan tidak cukup satu lapisan. Biasanya dilakukan
pada celah pengelasan yang cukup lebar.
(6) Urutan kaskade. Metode ini adalah proses pengisian
pengelasan dengan urutan balik.
(7) Urutan petak. Urutan ini dilaksanakan dengan mengelas
suatu satuan panjang sambungan tertentu sampai pada
lapisan tertentu. Pelaksanaan ini dimaksudkan untuk
menghindari terjadinya retak pada lapisan las akar.
c) Bahan Tambah (Fluks)
Bahan fluks dibuat dari berbagai bahan mineral, antara lain
oksida logam, karbonat, silikat, florida, zat organik, baja panduan,
dan sebuk besi. Bahan fluks tersebut berfungsi :
(1) Untuk memudahkan penyulutan dan pemantap busur setelah
proses pengelasan berjalan.
(2) Meningkatkan dampak bakar.
(3) Sebagai bahan pengisi pada kampuh sambungan.
(4) Untuk memperlancar pemindahan butir – butir cairan
elektroda.
(5) Pembentuk terak dan gas, untuk melindungi cairan logam
lasan dari pengaruh udara luar (deoksidator).

Tabel Macam dan fungsi fluks pada elektrode
Pengaruh
Bahan Fluks
Pemantap busur
Pemben-tuk
busur
Deoksidator
Oksidator
Pem-bentuk gas
Penam-bahan
unsur paduan
Penguat pem
bungkus
Pengikat fluks
Selulosa ? ¤ ?
Lempung Silikat ? ¤
Talek ? ¤
Titanium Oks ida ¤ ¤
Ilmenit ¤ ¤
Feroksida ? ¤ ¤
Kalsium
Karbonat
? ¤ ? ¤
Ferro Mangan ¤ ?
Mangan Dioksida ¤ ? ? ?
Pasir Silisium ¤ ? ?
Kalium Silikat ¤ ¤ ¤
Natrium Silikat ? ¤ ¤
¤ : Fungsi Utama ? : Fungsi Tambahan
d) Elektrode
Elektrode yang dipergunakan dalam las busur dapat
dibedakan menjadi tiga jenis yakni, elektrode polos, elektrode inti
dan elektrode terbungkus.
(1). Elektrode polos
Sesuai dengan namanya elektrode polos adalah elektrode
yang tidak menggunakan fluks, sehingga hanya berbentuk kawat
yang ditarik. Dengan demikian elektrode ini tidak dapat mencegah
masuknya udara masuk kedalam cairan logam lasan. Akibatnya
hasil sambungan menjadi rapuh. Busur api yang dihasilkan tidak
tenang dan terputus-putus, sehingga penyulutannya sukar
dilakukan. Pada proses pengelasan banyak menimbulkan percikan,
hasil penetrasi (dampak bakar) dangkal, dan tidak menghasilkan
terak maupun gas. Keuntungan dari penggunaan elektrode polos
adalah : jalur sambungan las dapat diamati dengan jelas,
penyusutan relatif kecil. Elektrode polos lebih cocok untuk mesin
las arus searah dengan penggunaan beban yang relatif kecil.
(2). Elektrode Inti
Berbeda dengan elektrode polos, elektrode inti adalah kawat
yang ditengahnya terdapat inti yang berfungsi sebagai fluks.
Percikan yang ditimbulkan elektrode ini relatif sedikit dibanding
elektrode polos. Elektrode ini tidak tahan terhadap lembab. Hasil
pengelasan mempunyai kekuatan yang cukup tinggi, tetapi pada
daerah lasan mempunyai penyusutan yang lebih besar daripada
elektroda polos. Jika dibandingkan dengan elektrode terbungkus,
elektroda ini mempunyai daya leleh dan kecepatan leleh yang
rendah. Sehingga penggunaannya lebih cocok untuk kasus-kasus
istimewa. Elektrode ini dapat digunakan pada mesin las arus AC
maupun DC.

Gambar Elektrode Inti
(3). Elektrode Terbungkus
Elektrode terbungkus ini adalah kawat polos yang dibungkus
dengan bahan fluks. Elektrode dengan lapisan fluks yang tipis
biasanya digunakan untuk mesin las arus DC, sedangkan lapisan
fluks yang tebal biasanya untuk mesin las arus AC. Elektode
Fluks berada di dalam
terbungkus memiliki sifat yang lebih baik jika dibandingkan kedua
jenis elektroda diatas yakni : busur listrik yang dihasilkan lebih
mantap, mudah disulut, melindungi cairan logam lasan dengan
baik. Dengan demikian hasil dari pengelasan mempunyai keuletan
dan kekuatan yang sangat tinggi. Kekurangan dari elektrode
terbungkus adalah penyusutan pada daerah las yang tinggi dan
kesulitan mengamati jalur sambungan lasan.
Gambar Elektrode Terbungkus

Pengelompokan elektrode terbungkus yang ditetapkan oleh
AWS dan JIS dituangkan dalam simbol, sebagai contoh :
E 60 1 3
3 : satu angka terakhir menunjukkan jenis arus,
bahan fluks, polaritas dan penetrasi yang
dihasilkan.
1 : angka kedua dari belakang menunjukkan posisi
pengelasan dan angka 1 berarti untuk semua
posisi.
60 : Angka ke 4 dan ke 5 dari belakang
menunjukkan kekuatan/kekuatan tarik yang
besarnya 60 x 1.000 psi.
E : Huruf E di depan menyatakan elektrode
digunakan untuk busur listrik.
Untuk angka kedua dari belakang ada tiga macam, yakni :
1 : berarti elektrode digunakan untuk semua posisi.
2 : digunakan untuk posisi dibawah tangan dan horisontal.
3 : digunakan untuk posisi dibawah tangan.
Fluks berada diluar (membungkus kawat)
Sedangkan untuk simbol angka pertama dari belakang ada
delapan macam, yaitu :
0 : Fluk dari Natrium Selusa Tinggi, Arus DC, Polaritas balik.
1 : Fluks dari Kalium Selusa Tinggi, Arus AC atau DC dengan
polaritas rendah.
2 : Fluk dari Natrium Titania tinggi, arus AC atau DC, polaritas
ganda.
3 : Fluk dari Kalium Titania tinggi, arus AC atau DC, polaritas
ganda.
4 : Fluk dari serbuk besi Titania, arus AC atau DC, polaritas
ganda.
5 : Fluk dari natrium Hidrogen Rendah, arus DC, polaritas balik.
6 : Fluk dari Kalium Hidrogen Rendah, arus AC atau DC,
polaritas balik.
7 : Fluk dari serbuk besi dan oksida besi, arus DC, polaritas lurus
atau ganda.
8 : Fluk dari serbuk besi Hidrogen Rendah, arus AC atau DC,
polaritas balik.
Untuk simbol angka pertama dari belakang 0 (nol),
pembungkus fluks ada yang berasal dari oksida besi, arus AC atau
DC. Polaritas lurus diterapkan pada posisi pengelasan horisontal
terutama kampuh sudut, dan untuk polaritas ganda diterapkan
pada posisi datar atau dibawah tangan.
Ukuran diameter elektroda berhubungan erat dengan arus
yang diijinkan dan tebal pelat yang akan dilas.

f) Tegangan Busur Las
Tinggi rendahnya busur listrik tergantung pada panjang pendeknya busur dan jenis dari elektroda. Panjang busur listrik yang baik kurang lebih setengah dari diameter elektroda. Stabilitas busur listrik dapat dirasakan dari suara pengelasan yang stabil. Besar kecilnya arus yang digunakan tergantung dari bahan benda kerja, ukuran benda kerja, bentuk kampuh sambungan, posisi pengelasan, jenis elektroda, dan diameter elektroda. Untuk daerah las yang memiliki kapasitas panas yang tinggi akan memerlukan arus las yang besar, bahkan memerlukan adanya pemanasan pendahuluan.Kecepatan pengelasan tergantung dari jenis elektroda, diameter elektroda, bahan benda kerja, bentuk sambungan, dan ketelitihan sambungan. Kecepatan pengelasan berbanding lurus dengan besar arus. Kecepatan tinggi membutuhkan arus yang besar. Semakin cepat langkah pengelasan semakin kecil panas yang ditimbulkan sehingga perubahan bentuk dapat dihindarkan.
Polaritas listrik ditentukan oleh bahan fluks pada elektroda, ketahanan benda kerja terhadap termal/panas, kapasitas panas pada sambungan dan sebagainya. Untuk benda kerja yang mempunyai titik cair tinggi dan kapasitas panas yang besar cocok dengan polaritas lurus begitu pula sebaliknya.
g) Dampak Bakar Las Listrik
Kekuatan sambungan las ditentukan oleh dampak bakar yang terjadi. dangkal dan dalamnya dampak bakar dipengaruhi oleh sifat-sifat bahan fluks, polaritas listrik, besar kecilnya arus, tegangan busur dan kecepatan pengelasan.
h) Kondisi Standar Las Listrik
Aturan mengenai ketebalan pelat/benda kerja, bentuk kampuh sambungan, pemakaian elektroda dan sebagainya yang sudah distandarisasi perlu diperhatikan, agar pengelasan yang dilakukan mendapat hasil yang sempurna dan langkah yang dilakukan sesuai dengan K3L.
i) Penyulutan Elektrode Las Listrik
Penylutan elektroda dilakukan dengan mengadakan hubungan singkat pada ujung elektroda dengan logam benda kerja yang kemudian secepat mungkin memisahkannya dengan jarak tertentu (biasanya setengah dari diameter elektroda). Busur listrik dapat dimatikan dengan mendekatkan elektroda dengan benda kerja kemudian secepat mungkin di jauhkan. Pada langkah mematikan ini perlu diperhatikan karena akan mempengaruhi mutu manik las pada akhir lasan.


j) Gerakan Elektrode Las Listrik
Cara menggerakkan elektroda banyak sekali macamnya. Semua cara tersebut tujuannya sama yaitu untuk mendapatkan urutan manik las pada sambungan agar merata, halus, serta menghindari terjadinya takikan dan kubangan terak.
Selengkapnya : PROSEDUR PENGELASAN, PEMATRIAN, PEMOTONGAN DENGAN PANAS DAN PEMANASAN

 JayaSteel -
JayaSteel -
Posting Komentar